联系人:李经理
手机:13186019231
业务电话:029-8633299
邮箱:sales@trsyjx.com
地址:中国陕西省咸阳市杨陵区货厂路2号
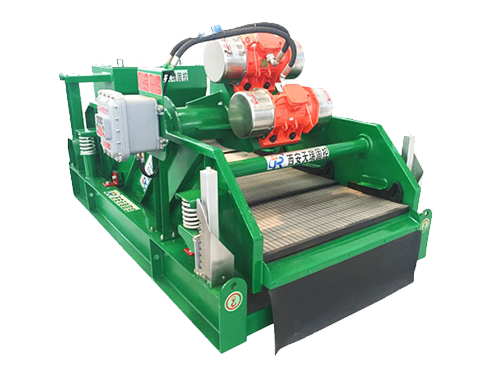
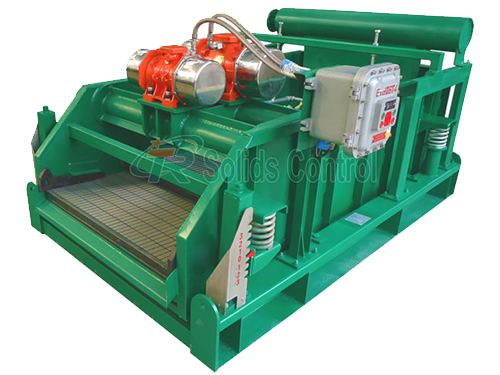
振动筛和除砂除泥器是钻井液固定控制系统的核心设备。通过“先粗分后细分”的协同逻辑,实现钻井液中固相颗粒的逐步净化,确保钻井液性能稳定,减少环境污染。协同工作的关键在于“流程衔接、参数匹配、效果互辅”,可从以下四个方面详细阐述:工作过程、核心协同机制、关键控制点和应用优势。

振动筛与除砂除泥器通过多级固控联动实现高效协同,形成“粗筛-中除-细滤”的闭环净化体系。
| 设备类型 | 核心功能 | 分离粒度范围 | 作用阶段 |
| 振动筛 | 截获钻井液中的大颗粒固相(钻屑、砾石) | 20-150目(约100-800μm) | 固控系统一级处理(第一道防线) |
| 除砂器 | 去除振动筛泄漏的“中颗粒”固相 | 40-120目(约125-380μm) | 固控系统二级处理 |
| 除泥器 | 去除除砂器泄漏的“细颗粒”固相 | 100-325目(约45-150μm) | 固控系统三级处理 |

典型配置:采用双层振动筛,通过下倾部设计实现筛料自然流向下一级,同时喷淋管道对筛料进行清洗,防止粘附。
总结:振动筛首先“筛选大块头”,避免粗颗粒堵塞后续设备;除砂除泥器“收集小颗粒”,实现钻井液的精细净化。
两者的协作应依靠固定控制系统的管道、缓冲罐等辅助设施,形成“连续、稳定、无堵塞”的处理链。具体流程如下:
第一步:振动筛预处理(粗分离)
钻井过程中,携带大量钻屑的钻液(俗称“返浆”)从井口返回后,先进入振动筛进料罐(或井口高架罐);
钻井液通过进料分配器均匀进入振动筛的筛面。筛面通过高频振动产生直线或椭圆轨迹。利用“筛分原理”,将粒度大于筛网目数的粗钻屑(如20-100目)拦截在筛面上,最后通过排渣系统(作为废钻屑处理);
筛选后的“初步净化钻井液”(含中细颗粒)从筛网下流出,进入除砂除泥器缓冲罐(关键连接环节)。

第二步:缓冲罐的过渡和稳流
缓冲罐的核心作用是“平衡流量,稳定压力”:振动筛的出料量可能会因钻井液回流波动而变化。缓冲罐可暂时储存钻井液,避免直接进入除砂除泥器造成流量/压力突变;
罐内通常配备搅拌器,防止暂存的钻井液中固相颗粒沉降(避免细颗粒结块堵塞后续管路),同时可通过密度计、粘度计实时监测钻井液参数,为后续设备调整提供依据。
第三步:除砂除泥器的精细分离
缓冲罐中的钻井液通过砂泵(或除砂泵)加压(压力通常 0.15-0.3MPa)后,输送至除砂器的旋流器组(多为 3-6 个旋流器并联,提升处理量);
除砂器工作:钻井液以高速(约 8-12m/s)沿旋流器内壁切线进入,产生强烈离心力(离心加速度可达重力的 1000 倍以上),中颗粒固相(40-120 目)因密度大被甩向器壁,沿壁面螺旋向下从 “底流口” 排出(可再次进入振动筛复筛,或直接作为粗砂处理);净化后的钻井液(含细颗粒)从 “溢流口” 流出,进入除泥器的缓冲罐;
除泥器工作:流程与除砂器一致,但旋流器直径更小(通常 50-100mm,除砂器旋流器直径多为 150-250mm),离心力更强,可分离 100-325 目的细颗粒(如粘土、胶体颗粒),底流为细泥,溢流为 “近清洁钻井液”,返回钻井液循环罐重复使用。


第四步:闭环反馈与调整
除砂除泥器的溢流液需再次检测(如固相含量、粘度),若固相含量仍超标(如>3%),需检查振动筛是否漏筛(如筛网破损)、除砂除泥器压力是否正常,反向调整前级设备参数;
若振动筛排渣中含大量细颗粒(说明筛网目数选择过大),需更换更细的筛网,减少 “漏筛量”,降低除砂除泥器的负荷。
总结:除砂除泥器通过旋流离心原理,对振动筛处理后的泥浆进行二次净化。
多级联动可使泥浆回用率提高至95%以上,钻井液中固相含量可控制在 3% 以下,满足高密度、大位移井等复杂钻井工况的要求;
振动筛预处理降低除砂除泥器磨损,维修周期延长30%-50%;
泥浆不落地技术通过此协同体系,实现岩屑资源化利用,减少废弃物排放,降低环保处理成本。

振动筛与除砂除泥器的协同核心是 “分级拦截、参数匹配、流程闭环”—— 通过振动筛的粗分离为后续精细处理 “减负”,再通过除砂除泥器的离心分离实现钻井液深度净化,最终保障钻井作业的安全、高效与环保。
振动筛与除砂除泥设备的协同运作在现代石油、天然气、矿业和建筑行业中是一项关键技术应用。天瑞固控生产的振动筛通过其高速振动的特性,有效地将物料中的粗大颗粒和细小杂质与优质矿石或建筑用砂分离,提高了物料的纯度和质量。与此同时,除砂除泥器在物料分离后,对筛分后的物料进行深度处理,以去掉其中的细泥和细砂。

地址:中国陕西省咸阳市杨陵区货厂路2号
电话:13186019231
邮箱:sales@trsyjx.com
联系人:李经理
业务电话:029-8633299
西安总部:陕西省西安市经济技术开发区凤城二路51号白桦林金融创新中心E栋1单元803室
 13186019231
13186019231